智能技术有限公司")

镇海炼化气分、MTBE智能控制系统典型案例
所属分类:
典型案例
浙江邦业科技有限公司与镇海炼化采用多变量模型预测控制技术,设计开发了气体分馏和MTBE装置先进控制系统,先进控制系统的引入进一步提高了装置的自动化水平和关键工艺参数的稳定性,稳定了产品质量、降低了装置能耗、降低了操作人员劳动强度,为装置带来了可观的经济效益。
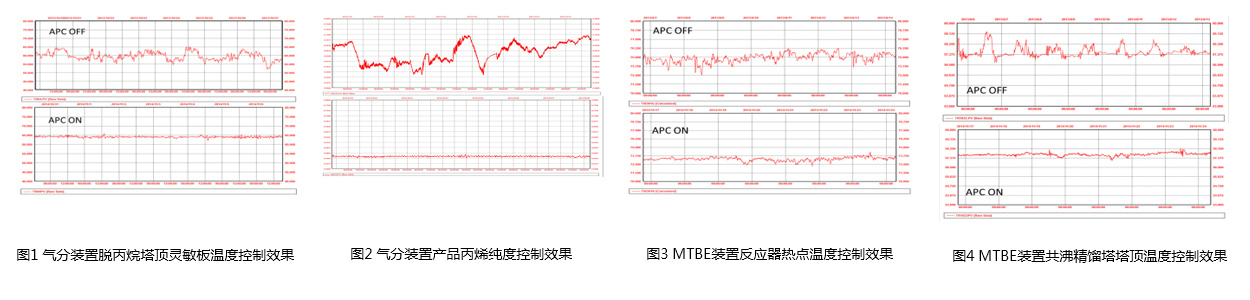
图1 为气分装置脱丙烷塔顶灵敏板温度控制效果图。通过多变量模型预测控制技术,同时引入前馈控制,实现对灵敏板温度的平稳控制,保证了目标产品的分离指标。通过先控投用前后的效果对比,灵敏板温度标准偏差下降了75.56%。
图2 为气分装置产品丙烯纯度控制效果图。通过多变量模型预测控制技术,实现了对丙烯纯度的平稳控制,同时通过“卡边”操作,提高装置产量。通过先控投用前后的效果对比,先控投用后丙烯纯度平均值从99.65%下降到99.55% (工艺指标为99.5%),标准偏差下降了89.71%,统计后丙烯收率提高2.79%。
图3 为MTBE装置反应器热点温度控制效果图。热点温度控制是反应器控制关键指标,热点温度的平稳控制保证了反应的良好运行,同时减少对后续分离装置的干扰。通过先控投用前后的效果对比,反应器热点温度标准偏差降低38.24%。
图4 为MTBE共沸精馏塔塔顶温度控制效果图。塔顶温度影响组分的分离效率,塔顶温度的平稳控制保证了MTBE的收率。塔顶温度受环境温度影响很大,MTBE先进控制系统通过多变量模型预测控制技术,引入前馈变量,有效克服了环境温度带来的干扰,稳定了塔顶温度。通过先控投用前后的效果比较,塔顶温度标准偏差下降了44.45%。
下一页
下一页